
Este artigo mudou-se para dalilacaria.com, o meu site dedicado à joalharia. – This article has moved to dalilacaria.com, my website dedicated to jewellery and metalsmith techniques.
Tag Archives: joalharia
– Identifying tools for different polishing compoundsIdentificação de ferramentas para diferentes sabões de polimento
– when polishing we use different compounds, starting with a rougher, pre-polish, compound to remove sanding paper scratches and fire scale that forms while soldering. This compound is brown in colour as is also known as tripoli.
We then move on to other compounds with an increasingly finer grain. For silver I use the green compound for polishing followed by the red one, called rouge, for shine. For other metals there are specific products, each with a specific colour – blue, white, etc.
The problem is that polishing tools – felt tips, brushes, pompons – are the same for all compounds but it’s not a good idea to use the same one all the way through. Ideally we use a different set for each compound.
To avoid confusion I have a very simple technique to tell my tools apart: I paint a line in each one using a different colour nail polish for each corresponding polishing compound. In my case, pink for tripoli, green for green and red for rouge (I should get a brown one but that’s what I had available and it still works).
You don’t need nail polish for this. Any paint that sticks to metal will work and like this you can easily avoid getting your rouge pompon dirty with green polishing compound by mistake.
 Ao polir utilizam-se diversos sabões de polimento, começando com um mais grosseiro de pré polimento, que tira os riscos da lixa e a mancha cinzenta que se cria ao soldar. Este é o sabão castanho, também conhecido por tripoli.
Ao polir utilizam-se diversos sabões de polimento, começando com um mais grosseiro de pré polimento, que tira os riscos da lixa e a mancha cinzenta que se cria ao soldar. Este é o sabão castanho, também conhecido por tripoli.
Depois vai-se passando para outros produtos com um grão cada vez mais fino. No caso da prata, utiliza-se o verde para polir e por fim o vermelho, também conhecido como rouge, para dar lustro. Para outros metais há produtos especàficos, cada um com uma cor – branco, azul, etc.
O problema é que as ferramentas de polimento – pontas de feltro, escovas, pompons – são as mesmas para todos os produtos mas não convém usar a mesma do princàpio ao fim. O melhor é mesmo ter um conjunto para cada um dos produtos.
Para não confundir as ferramentas, utilizo uma técnica muito simples para as identificar: marco cada uma com uma tira de verniz colorido – no meu caso, rosa para o sabão castanho, verde para o verde e vermelho para o vermelho (porque era os que tinha à mão).
Não é preciso usar verniz das unhas. Qualquer tinta que agarre bem ao metal serve para este fim e assim evitamos sujar o pompom do lustro final com sabão verde por engano.

Evitar acidentes durante a lavagem de joias – How to avoid accidents while washing your jewellery
Tanto durante o processo de fabricação como na limpeza e manutenção regular das jóias e peças de bijutaria, é por vezes necessário lavar as peças ou componentes.
Este processo é muitas vezes feito no lavatório da cozinha ou casa de banho e corre-se o risco de perder pequenos elementos que caem pelo ralo. É um acidente que pode ter consequências graves, não só pela perda de metal ou pedras valiosas mas também pelo risco de entupimento da canalização.
Para evitar esta dor de cabeça há uma solução muito simples e eficaz: basta tapar o ralo com uma taça virada ao contrário.

A água continua a passar mas as peças que caiam no lavatório param na taça e são facilmente agarradas.
Outra opção é comprar uma tampa de ralo com uma rede apertada. Vendem-se geralmente para lava-loiça de cozinha e existem em diversos tamanhos, pelo que convém comprar o tamanho certo. Se o ralo do lavatório permitir, prefiro as redes que são mais fundas, mais tipo rede de chá, porque encaixam melhor e não mexem tão facilmente. As que são pouco fundas, como a da foto abaixo, podem ser empurradas para o lado por uma peça mais pesada.

Tapar o ralo é muito básico mas há alturas em que uma dose exagerada de confiança nos faz esquecer este pequeno passo com resultados desastrosos. – While making jewellery or during regular maintenance, it is sometimes necessary to wash your jewellery or components.
This process is often done over a kitchen or bathroom sink and there’s the risk of losing small elements down the drain. this kind of accident can have severe consequences, not only in terms of the loss of precious metal and valuable gemstones but also because you risk clogging the pipe.
To prevent such a headache there is a very simple but effective solution: simply cover the drain with an upside down bowl.
The water will still flow but anything you accidentally drop will stop at the bowl and can easily be picked up.
Another option is a strainer. They’re sold mostly for kitchen sinks and come in different sizes, so you should buy the appropriate size or your sink. If possible I prefer the deeper ones, like tea strainers, because they fit into the drain hole and stay put. The shallow ones, like in the piece below, can be pushed aside if we happen to drop a heavy piece.
Covering the drain seems like such a basic notion there are times when we feel so confident we don’t even bother and it can have disastrous consequences.
Reciclagem de metais preciosos – Recycling precious metal
Este artigo mudou-se para dalilacaria.com, o meu site dedicado à joalharia. – This article has moved to dalilacaria.com, my website dedicated to jewellery and metalsmith techniques.
Tutorial – Como usar uma fieira para fio metálico – Tutorial – How to use a draw plate for wire
Uma fieira é uma grossa placa de aço com furos graduados. Serve para reduzir a grossura do fio metálico.
1. Lima-se a ponta do fio em bico. Um bico de 2 a 3 cm é suficiente. Pode-se voltar a limar mais tarde se necessário. Este bico serve para se conseguir passar o fio metálico através da fieira em furos mais pequenos do que a grossura do fio.
2. Aquece-se o fio para recozer, tornando-o maleável. Fiz um video que mostra o processo de recozer fio metálico.
3. Enquanto o fio ainda está quentinho (mas não demasiado quente) cobre-se de cera. Para tal basta passar uma vela ou um bloco de cera ao longo de todo o fio. A cera adere devido ao calor e vai servir de lubrificação.

4. Coloca-se a fieira num torno, de preferência um grande e aparafusado à mesa. A mesa deve também estar presa à parede ou ao chão para não mexer quando se puxa o fio.
5. Procura-se na fieira o furo imediatamente abaixo do tamanho do fio (o maior onde o fio já não passa). Com um alicate agarra-se a ponta do fio e puxa-se através do furo.
6. Repete-se o processo em furos cada vez mais pequenos até obter a espessura de fio desejada. Não salte furos para evitar demasiada pressão no fio metálico.
7. Deve-se recozer o fio a cada 4 ou 5 furos para evitar que fique demasiado duro, o que requer força sobre-humana para o puxar pelo furo. O arame demasiado duro també pode partir ou começar a descamar (levantam-se lascas na superfàcie).
8. É necessário voltar a cobrir o fio com cera sempre que se recoze. É preciso cuidado com este processo porque a cera é inflamável e pode incendiar (como acender uma vela). – A draw plate is a thick steel plate with holes. It’s used to reduce the thickness of wire.
1. File one end of the wire into a sharp point. 2 to 3 cm is usually enough. You can always file it more later if necessary. This is so you can poke the wire through a hole that’s smaller than the gauge you currently have.
2. Anneal the wire to make it soft. I made a video on how to anneal wire.
3. While the wire is still warm (but not too hot), pass a candle or block of wax over it to coat it. The wax acts as lubrication, allowing the wire to run through the plate more smoothly.
4. Hold the draw plate securely into a sturdy bench. The bench or table which holds the vice should be attached to wither the wall or the floor, otherwise you risk pulling it along with the wire.
5. Find the hole in the draw plate that is just under the size wire you have. Use sturdy pliers to grip the tip of the wire and pull it through.
6. Continue pulling the wire through each of the increasingly smaller holes until you reach the desired gauge. Don’t skip steps to avoid putting unnecessary strain on the wire.
7. You should anneal the wire every 4 or 5 holes to keep it pliable, otherwise it will harden too much and you need superhuman strength to pull it through the hole. If the wire hardens too much it may also break or starts flaking (chips start appearing on the surface of the wire).
8. Always reapply wax after annealing. Be careful when annealing wire that has been coated in wax. Wax is flammable and may catch fire (like lighting a candle).

Anel de prata e ametistas – Silver and amethyst cabochon ring
A penúltima peça de joalharia do primeiro ano do curso foi um anel com 3 ametistas.
O objectivo do exercàcio era fazer uma anel em chapa com bata. A curvatura e a forma geral eram ao meu critério. Optei por um anel mais estreito atrás, por uma questão de conforto. Para tal corta-se a chapa em losango que depois é encurvado na embutideira e soldado na zona mais fina, formando o corpo principal.

As batas (fio que dá espessura ao anel para não ficar apenas uma chapa fininha) foram feitas com fio de 1mm quadrado e soldadas por dentro da chapa, uma de cada lado. Não é um processo fácil devido à curva da chapa. As batas devem encaixar na chapa mas geralmente tendem a descair. Convém amarrar tudo com fio de ferro para ter a certeza que não descaem quando a solda começa a correr.
Convém também que a soldadura da bata coincida com a soldadura da chapa do anel, para a eventualidade de ser necessário serrar o anel (apara alterar o tamanho, por exemplo) se poder serrar tudo de uma só vez.

Para maior segurança na soldadura, comecei por colocar apenas um palhão de solda e depois de ter a bata presa por esse ponto, acertar a curvatura e só então soldar o resto. Tentar fazer tudo de uma vez tem mais tendência para dar problemas.
Nesta altura fiz alguma limpeza da superfàcie e arredondei as arestas. Foi um passo necessário porque depois de soldar mais elementos em cima da base torna-se mais difàcil corrigir certas imperfeições. O problema é que ao retirar o excesso de solda cedo demais, corre-se o risco da solda mexer quando se aquece outra vez e ficar com pequenas zonas por preencher. Mesmo utilizando o corrector para proteger as soldaduras anteriores, isso tem tendência para acontecer. A melhor forma de o evitar é usar solda com diferentes pontos de fusão – começar com uma com menos cobre para as batas e depois usar outra com mais cobre para o resto.
Com a base do anel completa, fiz virolas para os cabochons de ametista. As virolas são feitas com uma tira de prata com 0,3 mm de espessura para ser fácil de pressionar sobre as pedras. A base teve de ser limada até seguir a curva da chapa, antes de soldar. Amarrei as virolas à base com fio de ferro para as manter no lugar durante a soldadura. Com as virolas no sítio, fiz um furinho na chapa de base, no centro de cada uma, e serrei o excesso de metal para que a luz passe através da pedra.

Fiz duas alianças de fio redondo e dois S que coloquei como elementos decorativos, por cima e por baixo das virolas. Depois lixei a superfàcie, satinei com a fresa de diamante para dar alguma textura àsuperfàcie e assim permitir ao oxido uma melhor fixação, e cravei as pedras.

Por fim oxidei a peça. Para oxidar uma peça parcialmente, o método mais simples é aquecê-la ligeiramente (se as pedras forem resistentes à temperatura) e aplicar o óxido com um pincel fino. Depois é só polir as zonas que não ficaram oxidadas e dar apenas uma breve passagem nas zonas oxidadas para que fiquem com um pouco de brilho mas sem retirar a cor.

English:
One of the last pieces from the basic jewellery course I’m attending was an amethyst ring.
The goal of the piece was to make a domed ring with an inner wall. This adds a certain dimension to the band without the need to use heavy gauge sheet. The curvature and general shape of the ring were up to me. I chose to taper the ring toward the back, so it fit more comfortably on the finger. I’m not used to wearing such wide bands, so this was my compromise.
To make the ring band I cut a lozenge shape out of 0,5 mm (24 AWG) silver sheet, curved in on a doming block, sized it and soldered the thinner end together. The size should be a little larger than the intended finished size because the inner walls will take up some room on the inside of the band.
The inner walls were made from 1 mm (18 AWG) square wire, formed into two circles and then curved until they followed the edges of the ring band, which in this case had a slight curve to it, due to the tapered shape. The walls must fit perfectly inside the ring band.
Due do the domed shape of the band, these inner walls tend to slip into the ring rather than stay put at the edges like intended. I used iron binding wire to secure them in place while soldering. The best technique is to find one spot where the wall meets the band in the exact place you want it and add some solder to that spot only. Once this spot is secure you can more easily manipulate the walls to fit better all around before soldering the rest.
It’s also a good idea for the join of the walls to coincide with the join on the band so that, in case you need to saw it open (to adjust size, for example) you saw the whole thing over the soldered join rather than risk cutting the walls into bits that could move when the ring is re-soldered.
At this point I did some cleanup and rounded the edges of the ring. After soldering other elements on top it gets harder to reach certain areas and might be impossible to correct certain imperfections. On the other hand, when possible I only clean solder joins at the end because when I solder again the solder may move and create pits or small gaps. The best solution for this problem is to start with hard solder for the structure of the ring and then move on to medium.
Once the ring base was done I made bezels for the amethyst cabochons I had chosen for this piece. The bezels were made from a silver strip 0,3 mm thick (28 AWG) so they were thin enough to easily bend over the stone. The base of the bezels had to be filed until it conformed to the dome shape of the ring. I tied the bezels to the ring shank with iron binding wire to secure them before soldering. After soldering the bezels in place I drilled a hole in the center of each one and sawed off excess sheet metal from underneath the stones. This is done so that light can shine through the stone. It also helps if you need to push out the stone at some point.
I made another two circles out of 0,9 mm (19 AWG) round round wire that fit over the edge of the band on both sides. I also created some decorative S shapes to solder on the sides of the cabochons.
Once all the soldering was done I sanded the ring with 400 and 600 grit sandpaper and used a diamond burr to add texture to the outer surface of the ring. Liver of sulfur, used to darken the metal, adheres better to a textured surface.
I set the amethyst cabochons. I used a burnisher to finish polishing the bezels after setting.
Finally I applied the LOS (liver of sulfur). To partially oxidise the piece, the best method is to heat it up just a bit with the torch and then apply the patina with a thin paintbrush. I did a final polish to remove any patina stains from areas that should be bright and buffed the oxidised area briefly to bring out some shine.
Pendente triangular – Triangular pendant
Terminei mais uma peça nas aulas de joalharia. Desta vez foi um pendente, cujo objectivo era aprender a fazer tubos metálicos, chamados canevões. O design da peça era à minha escolha, desde que incluàsse o canevão como um dos elementos.

Escolhi fazer um pendente triangular com pequenas flores e placas onduladas. As flores são igualmente triangulares, para acompanhar o tema. Apesar dos elementos estarem dispostos de forma assimétrica, tentei criar um equilàbrio e preenchimento coerente do interior do triângulo. Os canevões são usados em duas situações: como pontos decorativos entre as placas onduladas e também como forma de sustentação do pendente.

Optei por fazer parte das flores em cobre para dar alguma cor à prata. Podia ter feito em ouro, que acrescentaria algum valor à peça, mas gosto mais da cor do cobre. É uma questão de preferência pessoal.

Para fazer a moldura do pendente, usei o primeiro lingote que fiz na aula. Foi laminado até ficar uma placa com 370×1 mm. Formei o triângulo, de acordo com o desenho, mas optando por manter os cantos arredondados.
Depois de serrar todas as peças, comecei por montar as flores.

Em vez de soldar um fio à base de cada triângulo, que podia partir facilmente, optei por formar uma pequena bola na ponta do fio e furar os triângulos para o pé atravessar a placa de cobre, tornando a construção mais resistente. A bolinha de prata no meio da flor também acrescenta algum interesse e variação.

Uma das flores foi feita através da soldadura de pequenas bolas de cobre a um fio de prata, àsemelhança de uns brincos que eu tinha feito antes do Natal. A diferença é que desta vez não martelei as bolinhas de cobre antes de soldar.

Depois de soldar todas as peças, foi a vez de fazer os canevões. É um processo relativamente simples mas requer uma ferramenta que não tenho ainda: uma embutideira para formar cilindros. Para formar um canevão utiliza-se uma chapa relativamente fina – 3,5mm – e corta-se um bico numa das pontas. Coloca-se a chapa na embutideira e por cima um objecto cilàndrico que encaixe no furo escolhido da embutideira (geralmente um embutidor deitado), martela-se o embutidor de forma a afundar a chapa até esta adquirir a forma arredondada da embutideira. Assim que o cilindro está meio formado, dobram-se as pontas da chapa, no lado do bico, e depois utiliza-se a fieira para fechar o resto do cilindro, puxando o bico com um alicate.
Depois do cilindro estar fechado podia continuar a puxar-se por furos mais finos na fieira, para reduzir o tamanho do canevão. Isso irá também aumentar a espessura das paredes, ao comprimir o metal.
Para fazer um canevão do tamanho certo logo desde o início deve-se utilizar a matemática: medida do diâmetro (interior ou exterior, àsua escolha) menos a grossura do metal (que só é importante para chapas grossas, senão pode-se saltar este passo) x3,14 (Pi) dá-nos a largura a cortar.
Também era possível continuar a passar para furos mais pequenos na embutideira e continuar a martelar a chapa até esta fechar completamente, mas este método tem um risco maior de deixar marcas na chapa. Utilizando a fieira é um método mais simples e limpo. De notar que o canevão meio formado deve ser recozido (aquecido) e coberto de cera antes de ser colocado na fieira. A cera funciona como lubrificação, tornando o trabalho mais simples e poupando a ferramenta.

Os canevões pequenos foram soldados no sítio e o grande foi forçado sobre uma adrasta de pulseiras, para adquirir curvatura. Utilizei apenas as mãos, segurando nas pontas do canevão e fazendo pressão sobre a adrasta. Utilizar um martelo ou outra ferramenta não é aconselhado porque cria mossas no canevão.

Para soldar o canevão de sustentação do pendente coloquei os elementos sobre a plasticina até estarem na posição correcta e depois cobri de gesso toda a peça excepto a zona que queria soldar. O gesso dá muito jeito quando queremos ter a certeza que os elementos não mexem durante a soldadura mas também absorve grande parte do calor o que torna a soldadura mais complicada e demorada. O truque é aquecer todo o gesso e não só o metal antes de focar o calor na zona a soldar. É das técnicas mais complicadas que aprendi até agora, apesar de ser algo que é suposto facilitar a soldadura.

O canevão serviu também para fazer os terminais do fio, aos quais foram soldados pequenas argolas para encaixar no fecho. O fecho é uma variante dos fechos em S. O aspecto final é em 8 e uma das pontas foi soldada para maior segurança.

Também criei um espigão para colocar uma pequena pérola num dos canevões decorativos. O espigão consiste num fio onde formei uma bola na ponta. A bolinha tem de ficar justa ao canevão e é soldada lá dentro. Depois é só uma questão de cortar o espigão à altura certa e colar a pérola após o polimento.

O interior da peça foi texturada com uma cabeça diamantada e o exterior foi polido com feltro e pom-pom de algodão. No final tirei a medida ao fio de cabedal, inseri-o no pendente e colei os terminais e a pérola. A cola utilizada foi Araldite cristal, que é basicamente resina de secagem rápida.



English:
I finished another piece from my jewellery course. This time it was a pendant. The goal was to learn how to make tubes and then use them in a design.
I chose to make a triangular pendant with small flowers and waves. The flowers also have a triangular shape to follow the theme. Even though the composition is asymmetrical, I tried to balance the elements in the design.
The tubes are used in two situations: As decorative “dots” between the wavy lines and also as a bail for the leather cord to slide through.
I chose to make part of the flowers in copper to add some color, since I wouldn’t use a gemstone. I could have used gold, which would add monetary value to the pendant but I happen to like the tone of copper. It was a personal preference.
To make the frame I used the ingot I had made in class. I flattened it in the rolling mill until I had a sheet measuring 370×1 mm.
I formed the triangle but chose to keep rounded corners.
After sawing out all the parts I began to shape and assemble the flowers. Instead of soldering wire to the base of each flower, which would make them fragile, I balled up the end of the wires, drilled a hole into the copper triangles and inserted the stems, with the ball on top, as the center of the flowers.
One of the flowers was different. I made it by soldering small copper balls around the silver stem, like small unopened buds.
After soldering all the pieces together I made the tubes. It’s a fairly easy process if you have the right tools. I still don’t have a swage block to shape the inicial half cylinders, so I can only do it in class.
To make a tube I started with a fairly thin strip – 3,5mm thick – and cut a triangular tip on one end. I placed this strip into the largest hole on the swage block with a doming punch on top of it and hammered it down until it conformed to the curve of the swage block. I kept moving to smaller and smaller grooves until the strip formed a half cylinder.
At this point I annealed and covered the metal with wax (for lubrication) before proceeding to pull it through a large hole on the drawplate with pliers, and then through smaller holes until the cylinder was closed.
From then on, if you keep moving through smaller holes you reduce the size of the tube and also compress the metal, so the thickness of the tube walls will increase.
To make a cylinder the size you want without increasing the thickness of the walls you should use math – diameter (inner or outer, your choice) minus thickness of the metal (only necessary for thick plates, otherwise you can skip this step) x3,14 (Pi) gives you the length to cut.
If you don’t have a drawplate with large enough holes, you can just shape the cylinder by hammering the metal around a mandrel, like a doming punch, until it’s closed. This has a greater risk of marring the metal but it can be done.
The tubes were soldered to close and the large one was curved over a bracelet mandrel to form a subtle curve. I used just my hands to curve it because I didn’t want to risk leaving tool marks or deforming it.
To solder the bail tube to the pendant I first filled the top of the triangle flat to give it a larger contact area and then placed the elements over plasticine to make sure everything was precisely where it should be. I covered everything in plaster except for the area I wanted to solder. Stabilising in plaster is the best way to prevent elements from moving out of place when you solder. The downside is that it sucks up a lot of heat so it takes longer to get the solder to flow. The trick is to heat the plaster before the metal. Once it starts to look burnt you can focus the heat on the metal.
The tube was also used for the leather cord end caps. I soldered a small jump ring at the end of each tube to connect them to the clasp. The clasp has an S shape that is very secure. One of the ends is soldered shut and only the other end is open.
In one of the decorative tubes, between the wavy lines, I soldered a prong do I could add a small pearl. To center the prong in the tube I balled up the end until it was a tight fit inside the tube and then soldered it. The prong was cut to size and the pearl was glued in place after polishing.
The inside areas were textured with a diamond burr. The outside was polished with felt and greed polishing compound and then buffed with a cotton puff and red rouge.
I inserted the leather cord into the pendant before gluing on the end caps. I used Araldite crystal glue, which is basically a fast drying form of epoxy resin.

Pregadeira Manuelina – Manueline inspired brooch
As minhas aulas de joalharia continuam a correr bem. É pena que sejam só quatro horas por semana porque demoro imenso tempo a terminar uma peça, mas gosto muito de lá estar. O ambiente é óptimo e faz-me bem interagir com outros humanos ocasionalmente, especialmente com pessoas que partilham os mesmos interesses. Estar no atelier é completamente diferente de andar na escola porque ninguém está lá por obrigação. Há sempre alturas mais frustrantes, em que as coisas correm mal ou em que é preciso fazer uma tarefa mais monótona ou complicada, mas o nàvel de queixume geral é surpreendentemente baixo. Grande parte disso deve-se ao professor que é extremamente positivo e faz um esforço enorme por manter toda a gente motivada.
Terminei finalmente a segunda peça do curso. Foi uma pregadeira, com tema lançado pelo professor: monumentos portugueses. Escolhi o Convento de Cristo em Tomar. Inicialmente pensei basear-me numa escada em caracol mas posteriormente optei por uma janela. Não a famosa janela Manuelina mas uma outra, redonda, que se situa por cima dessa. O aspecto da janela faz-me lembrar o obturador de uma máquina fotográfica e tem o mesmo desenho em espiral da escada que eu tinha escolhido inicialmente.

Para não criar algo terrivelmente óbvio, acabei por usar a distorção da perspectiva causada pela foto para criar uma peça oval em vez de redonda, com a abertura da janela, onde iria assentar uma pedra, descentrada.

Estabelecido o desenho da peça, foi necessário cortar as várias chapas que iriam ser soldadas, sobrepostas.


As chapas foram depois embutidas para ficarem com uma curvatura e montadas temporariamente numa base de plasticina até se obter o encaixe perfeito entre todas as peças.



Como é praticamente impossível soldar uma peça desta complexidade aos bocadinhos, esta montagem temporária foi coberta com gesso para manter todas as placas no sítio. A peça foi retirada da plasticina, ficando presa ao gesso. Esta montagem permitiu fazer os primeiros apontamentos de solda.

Quando as peças estavam todas soldadas numa ponta, foi possível retirar o gesso e proceder ao resto da soldadura.


Quando estava tudo finalmente montado e soldado, foi a vez de fazer a bata. A bata é uma tira metálica que serve para dar altura à peça. É particularmente importante em peças como pendentes ou pregadeiras, para que estas ganhem algum destaque em vez de ficarem planas junto ao corpo.


As batas não têm de ser muito grossas mas como a peça era grande, ficou com cerca de um milàmetro de espessura. Depois de laminar a chapa com a altura e espessura correctas, cortei secções do tamanho de cada uma das placas do topo para manter a saliência dos cantos. Soldar a bata foi complicado porque esta não tinha apoio. Estabilizar uma peça com um centàmetro de largura sobre uma superfàcie curva, tendo a certeza que fica alinhada com o limite da chapa de base e não cai durante o processo é um verdadeiro quebra-cabeças. Assentei a peça numa base de gravilha (areia térmica) para dar estabilidade e prendi a bata à peça com fio de ferro mas, como a base era redonda, o fio tinha tendência para escorregar.
Foi um processo longo e algo frustrante porque ocasionalmente a bata mexia na pior altura possàvel e era difàcil voltar a prendê-la na posição correcta, já para não falar na complicação que foi preencher todas as juntas de solda sem ficar nenhum furinho. Como a curvatura das diversas peças era diferente, foi complicado ajustar perfeitamente a curvatura da bata, o que criava pequenos espaços aqui e ali. A solda não serve para preencher espaços pelo que foi preciso alguma ginástica para completar o processo com um acabamento perfeito. O outro problema técnico é que a peça tinha muito metal, o que quer dizer que é difàcil de aquecer uniformemente. Isso implica que a solda nem sempre corria na direcção desejada e era muito fácil derreter soldaduras anteriores. Usei e abusei do corrector e mesmo assim foi necessário acrescentar solda nalguns pontos onde a solda anterior teimava em fugir. Foi de facto um puzzle complicado de montar.
Quando estava tudo finalmente montado, foi necessário fazer um acabamento prévio. Limei e lixei as arestas e arredondei a peça para a junção da bata com a chapa ser menos evidente e a peça ter um aspecto mais coerente por inteiro. Este tipo de acabamento só se costuma fazer no fim mas como precisava de soldar mais elementos em cima desta forma base, precisei de o fazer agora.
A fase seguinte consistiu em enrolar dois fios de prata de 0,7 mm para criar as cordas, elemento tàpico da arquitectura Manuelina. Já tinha feito cordas de dois fios enrolados, mas sempre com fio comprado já na espessura certa e recozido. Neste caso tive the passar o fio na fieira para o por com a espessura indicada e recozer o fio com o maçarico. Recozer fio uniformemente com maçarico é complicado. O resultado é muitas vezes irregular, o que faz com que o fio não enrole todo da mesma forma. Para resolver esse problema, tive a ajuda do professor Paulo que foi aquecendo os fios com o maçarico, enquanto eu enrolava. Acredito que dê para fazer isto só com uma pessoa mas é muito mais complicado e uma pequena distracção pode derreter o fio todo.

Depois de cortar as secções de “corda” à medida, fiz um apontamento de solda sobre a bata e depois moldei a corda à forma das chapas antes de soldar a outra ponta. Mais uma vez, manter as pequenas cordas no sàtio certo não foi fácil, mas menos complicado do que soldar a bata. A parte mais complicada foi conseguir aquecer toda a peça sem derreter as cordas. A solução foi soldar as cordas dando calor por baixo da peça já que a chapa metálica, que é uma área muito maior, precisava de aquecer mais do que a corda que era composta por fios fininhos.
Com a base terminada, foi a vez de criar as peças da pregadeira. A pregadeira é composta por 3 elementos:
1. O click, que neste modelo é uma chapa comprida enrolada em caracol. É a peça que permite abrir e fechar a pregadeira.
Para fazer o click usei uma tira de chapa a 0,5 mm de espessura com 4×17 mm. A 2 mm de uma ponta dobrei a chapa em L. O lado mais curto foi soldado à parte de trás da pregadeira e a ponta mais comprida (com cerca de 15 mm) é que se enrola em caracol, depois de soldar. Não se dá nenhuma serragem na dobra para não fragilizar o componente.

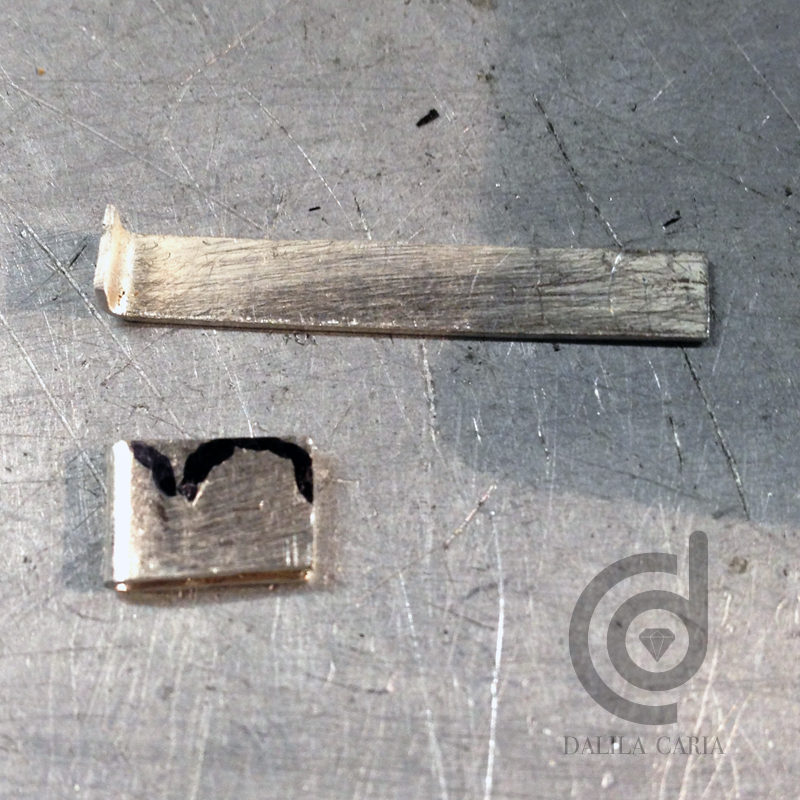
2. O pé é o nome que se dá ao espigão. É afiado numa ponta e na outra tem uma forma achatada, de cantos redondos. Esta forma pode ser feita de duas maneiras: ou se solda uma pequena chapa por baixo da ponta do fio ou se derrete uma bola na ponta do fio que depois é martelada até a espalmar. Em ambos os casos é preciso arredondar a zona de baixo e é depois feito um furo no meio desta zona mais larga por onde vai passar um rebite. Este furo só se faz depois de soldar o gonzo na peça. O comprimento inicial do pé deve ser ligeiramente maior do que a distância do gonzo ao click. No final lima-se a ponta até formar um bico para espetar na roupa. O pé é o último componente da peça a ser montado.

3. O gonzo: Base em U com um furo onde se prende o pé através de um rebite. Funciona como uma dobradiça.

Dobrei ao meio uma chapa de 0,5 mm com 16×5 mm, deixando espaço entre as duas metades para encaixar a zona espalmada do pé (espigão). Forma-se assim um U com a chapa. Esse U vai ser soldado deitado, com a dobra virada para o click. Antes de soldar é necessário recortar uma curva e bico no topo da forma, como se pode ver na foto, e furar a chapa para passar o rebite. Quanto o gonzo está furado, insere-se o pé, verifica-se se roda bem e marca-se o sàtio do furo. Só nesta fase é que se faz o furo no pé para ter a certeza que fica alinhado com o furo do gonzo.
O rebite era um pequeno fio com 1 mm de espessura, que era também o tamanho dos furos. Devem ficar 1 ou 2 mm de fora de cada lado, quando se insere no gonzo. Para prender o rebite basta apertar com um alicate de ambos os lados.


Com os componentes da pregadeira feitos, virei-me para a cravação da pedra. A pedra escolhida foi um cabochon de goldstone azul. É uma pedra sintética, feita através da suspensão de minerais em vidro num ambiente com pouco oxigénio, mas tem um brilho fantástico.

Fiz uma cravação em virola, com uma chapa de 0,3 mm com altura suficiente para cobrir apenas cerca de um milímetro acima do início de curvatura da pedra. Por dentro soldei um anel feito com fio de 0,8 mm para servir de base à pedra. já tinha feito cravação de virola assente sobre uma chapa mas nunca tinha usado fio como base. Poupa-se imenso metal e a parte de baixo da pedra fica muito mais exposta, com menos trabalho. Acho que vou passar a usar esta técnica de futuro para pedras resistentes. Pedras muito moles ou quebradiças podem necessitar de mais apoio atrás.


Foi necessário cortar o centro da peça e, com uma fresa de diamante, gastar o metal na zona do furo até a virola encaixar perfeitamente. Depois soldei a virola à base e na mesma altura soldei o click e o gonzo nas traseiras.



Antes do polimento escureci a peça com patina, neste caso sulfureto de potássio (também conhecido como fígado de enxofre). Ao polir, a prata recuperou muito do seu brilho mas a patina dá destaque ao entrançado das cordas e um tom mais cinzento a toda a peça, que combinam melhor com a pedra escura.
O polimento demorou cerca de 5 horas. É sempre uma das partes mais demoradas, mesmo em peças simples. Depois de polir foi altura de cravar a pedra e fixar o pé. Como não era possível martelar a cavilha para formar o rebite, o fio que prende o pé ao gonzo foi apertado com um alicate para esmagar as pontas, formando uma cabeça de prego de cada lado.
Como é costume nestas coisas, quando achava que estava tudo pronto, o pé partiu. Não sei se o metal estava demasiado duro e o rebite demasiado apertado ou se foi uma falha do metal. Só sei que tive de gastar o rebite para soltar o pé, soldar, voltar a polir e colocar novo rebite. Pelo menos aprendi a reparar uma pregadeira partida 🙂
Apesar de ter sido feita por mim, esta peça é propriedade do atelier de joalharia, que forneceu todos os materiais utilizados. O objectivo é expor esta e outras peças dos restantes alunos com o tema dos monumentos portugueses, em eventos como a Portojóia. É uma forma de mostrar o trabalho desenvolvido pelos alunos do atelier. Há quem faça um duplicado para si, mas sinceramente eu estou mais interessada em aprender as técnicas do que ficar com todas as peças que produzo. E não há dúvida que uma peça desta complexidade técnica ensina muito.


English:
My jewellery classes are going well. It’s a shame that they’re only 4 hours a week because it takes so long to finish each piece at this pace, but I enjoy being there. here’s a great atmosphere and it’s good for me to interact with other adult humans once in a while, especially with people who share the same interests. Being at the jewellery studio is so different than being in a regular school because no one feels they’re forced to be there. Sometimes it’s frustrating, when things go wrong with the work or you need to do more repetitive tasks, but the overall complaint level is surprisingly low. Our teacher is greatly responsible for this positive atmosphere because he’s a very good humoured person who makes a great effort to keep people motivated.
I finally finished the second piece in the course. This time it’s a pin, or brooch, with a theme selected by the teacher: Portuguese Monuments. I chose the Convent of Christ in Tomar. It was built over a long period of time so it has elements from several different styles, from Romanesque, Gothic, Manueline (Portugal’s late gothic style, known for it’s stone knotwork) and into the Renaissance period.
At first I was going to base the design on a spiral staircase but opted for a window instead. Not the famous Manueline window, which for me would have been way too obvious and make the piece a little too busy, but a smaller, round window above it, that reminded me of a camera shutter mechanism and also followed the spiral pattern similar to the staircase I had chosen initially.
I didn’t want to make it too obvious so I used the photograph’s perspective distortion to make an oval rather than round piece, with the window’s opening, where the stone would sit, placed off center.
Once the design was set, I used a jeweller’s saw to cut all the parts out of 0,5 mm sterling silver sheet. The plan was to solder the edge of each one on top of the previous, like steps. I drew numbers on all the parts with a needle, so I wouldn’t mess up the order they should be assembled in. An obvious step but one that we sometimes forget by trying to rush ahead.
All the spiral parts were domed in a dapping cube (by hammering the dapping punch over the metal until it conforms to the curve) and then I assembled the shape over plasticine until I was happy with the overlap. This is a great technique to secure all the bits in place when you have an intricate design like this one.
It’s really difficult to solder a piece of this complexity bit by bit and make everything line up correctly, so I poured plaster over all the pieces assembled in the plasticine. This keeps everything in place.
Once the plaster dried, I removed it from the plasticine, and the metal remained attached to the plaster, allowing me to solder while keeping all the metal parts in place. I soldered all the tips together. I could solder everything at once, but if I did that there was no room for error, and being a newbie still, it was safer to solder the tips and then make sure everything else was still in place before running the solder over all the joints.
Once the parts were all attached to each other I removed the plaster. I broke off the larger pieces and then placed the rest in a container full of water to help remove the rest. The plaster show go in the trash. Don’t poor it down the drain because it can clog up your pipes.
After soldering all the “steps” in the spiral, it was time to make the walls. The walls add height to a piece and make it solid and finished instead of a flimsy piece of sheet metal. It’s particularly important for brooches and pendants because it makes them stand up from the body or clothing.
Walls don’t need to be very thick, but this was a large piece so I settled on 1 mm thickness. I made 2 mm square wire in the rolling mill and the squashed it until it was 1 mm thick. I could have made it all one piece but I wanted the corners in each plate to stand out so I cut portions as I went, curved and filed them to fit the plate.
Soldering the walls wasn’t easy. I had to stabilise a thin strip over the very edge of a curved shape and it kept slipping out of place.
It was a long and frustrating process. I used a pumice pan to support the piece and tied the wall with iron binding wire but it would still move around. The best option was to hold the wall with third hand tweezers but even then it would slip out of place at the worst possible time, making it really hard to get back into place. It took forever!
It was also difficult to make the walls conform perfectly to the curve: each part of the spiral had a slightly different curvature and I had to make sure there were no gaps. It turns out I wasn’t using enough solder, but even still, it was quite a headache getting everything to fit properly. Solder should never be used to plug gaps anyway because it will move the next time you heat the piece and the gap will should up again.
The other problem I faced was the fact that this was my first large piece and it took forever to heat up enough for the solder to flow. I covered previous joints with white correction fluid but the solder would still move on occasion or it wouldn’t run in the direction I wanted it to.
When I managed to solder everything into place I had to do a bit of cleanup by filing the edges where the curved sheet metal connects with the wall, to round up the shape and make it all fit together. This was done now because I still had to solder other elements on top of the shape.
The next step was twisting two 0,7 mm wires together to make “rope”, a typical element of Manueline architecture. I had done this sort of thing before but I’d used industrially made wire that was already annealed. This time I had to use a drawplate to get my wire to the desired thickness and it’s not easy to uniformly anneal wire with a torch. Some bits will usually get softer than others, which makes it hard to twist the wires evenly.
To solve this issue, my teacher heated the metal with a torch as I was twisting the wire, whenever we felt that a section wasn’t cooperating. It can be done by a single person but you have to play close attention to the process and where you point the torch so as not to risk melting the wire or burning something.
I cut all the “rope” sections, soldered one end to the brooch and then molded it along the curved edge before soldering the other end. Once again, keeping the twisted wires in place wasn’t easy but much simpler than the walls. The hardest part was heating the whole piece without melting the twisted wires. To prevent such a disaster I heated from underneath.
The body of the brooch was completed so I focused on the construction of the pin mechanism. The pin is made up of three components:
1. The catch – in this case it’s made from a long strip curled into a spiral. It’s what keeps the brooch closed.
To make the catch I used a 4×17 mm strip of 0,5 sterling silver. At 2mm from one end I bent it to form an L shape. The shorter end was soldered onto the back of the brooch and the longer end (15 mm long) was then curled into a spiral.
2. The pin stem – a long wire with one sharp end and a flat end with a hole in the middle (top of the picture above). The flat end is attached to the joint by a rivet and the sharp end goes through the clothing to keep it in place.
I made the pin out of 1 mm wire. It can be made out of thicker wire but the thicker it is, the more likely it can damage the clothes.
The flat end can be achieved by hammering and then drilling a hole though it or you can solder a small square of silver sheet and round the corners. I chose to hammer the wire. This flat area will need to be drilled but only after the joint has been soldered into place.
The length of the pin depends on how far apart the catch and the joint are placed. I made it longer than I needed to make sure there would be enough to go through the catch. Only after everything was in place did I cut it to size and file the sharp end.
3. The joint – a U-shaped hinge that connects to the pin stem.
I bent a 16×5 mm strip of 0,5 mm sterling silver sheet in half, leaving enough room in the middle so the pin stem could slot into it. The U shape is soldered on its side, with the closed portion facing the catch. I cut one side of the U shape according to the design in the photo (front and back). Drilled a hole in the middle of the round area and soldered it onto the brooch, opposite the catch. Then I inserted the pin stem, checked the shape and marked where I should drill the hole so it would line up with the one on the joint. Only then did I drill the hole in the pin stem.
I attached the pin with a rivet. The rivet was made out of a small portion of 1 mm wire (the same size as the hole). There should be 1 or 2 mm of wire sticking out of each end when inserted. To close it I simply squeezed it with pliers.
This part is done only at the very end, after all the soldering and polishing is done.
Finally I worked on the stone setting. I used a round blue goldstone cabochon. I made a bezel out of 0,3 mm sterling silver sheet, only tall enough to reach about 1 mm beyond the part of the stone that starts to curve inward.
I soldered a jump ring inside the bezel, at the base, to support the stone. This uses less metal than a backplate and allows light to shine through. If the stone isn’t too fragile it’s a good option.
In order to accommodate the bezel, I had to cut out a hole in the brooch. I used a diamond burr to open the orifice until the bezel fit perfectly. I soldered the bezel into the brooch first and then added the catch and joint to the back.
Before polishing, I used Liver of Sulfur to oxidize the piece. When I polished, the silver regained it’s shine but the recessed areas remained dark, adding depth to the design. I think it also matches the dark stone as well.
Polishing took about 5 hours, mostly because I’m not that experienced at it yet. It is always time consuming, though, even for more experienced people.
After polishing I set the stone and finally added the pin stem, which broke. I don’t know if it was too hardened or too tight, but it didn’t make it. When something goes wrong it’s usually at the very end. Fortunately, it was an easy fix. I filed the rivet head on one side so I could remove it, made a new pin stem, polished it and attached it with a new rivet. At least I learned how to fix a broken pin.
Even though I made this piece, it belongs to the jewellery studio and was made with materials supplied by my teacher. Every two years the students make an exhibit piece that remains in the studio for show. Each collection has a theme and will be shown in several venues over the next couple of years in representation of the school. Some students make a duplicate for themselves but i’m more interested in learning the techniques than keeping everything I make, so I didn’t. I did learn a lot, though.